
45度316不銹鋼長半徑沖壓彎頭,滄州坤航管件有限公司,彎頭整理冷壓不銹鋼彎頭的優點
:現在的不銹鋼彎頭一般也和碳鋼彎頭一樣大部分也是推制生產,雖然說推制彎頭的生產速率和質量都有了很好的保證,但是也會有這樣那樣的問題,但是冷壓就會解決不少的問題。現坤航管件與你分享一下冷壓彎頭的優點:(1)冷壓不銹鋼彎頭的產品質量好,外形美觀,彎頭的內、外管璧表面光滑完整,不出拆皺和鴨嘴等缺陷。(2)冷壓不銹鋼彎頭的彎曲角度及彎曲半徑比較準確。(3)冷壓不銹鋼彎頭管壁的減薄皿小,管壁厚度變化均勻。(4)這種沖壓彎頭曲率半徑小,加工余量小.下料經濟,大大節省了昂貴的不銹鋼管材。同時,冷壓不銹鋼彎頭需用的工時比其它方法少很多,因此生產成本大大降低。(5)同心度好,橢圓度小。好采用內,外胎具壓制,又以滑道定位,因此它的同心度.
根據GB/J235-82標準規定:管子彎曲后的減薄顯允許為一12.5%。冷壓不銹鋼彎頭的減薄量為一5至一8%,而且內、外管壁厚度變化比較均勻;而填砂法火焰燒彎法所生產的彎頭外圓管壁的減薄量都在一10%至一12%之間。
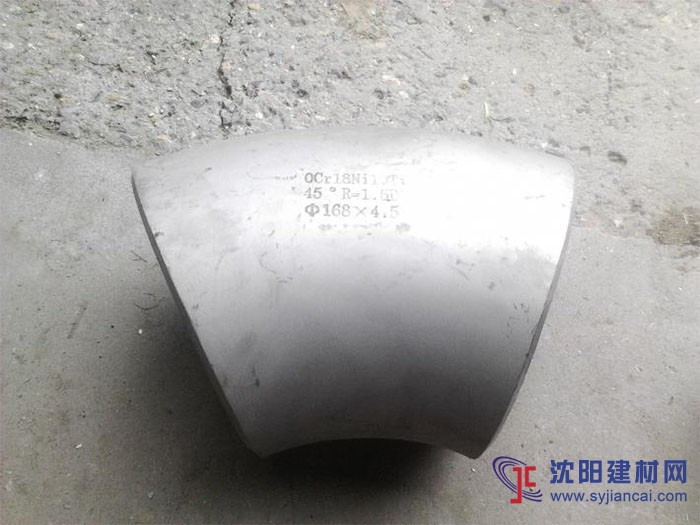
沖壓分類:沖壓彎頭首先按它的曲率半徑來分,可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等于1.5倍的管子外徑,即R=1.5D。短半徑彎頭指它的曲率半徑等于管子外徑,即R=1.0D(D為彎頭直徑,R為曲率半徑)。若按壓力等級來分,大約有十七種,分別為:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中最常用的是STD和XS兩種。按彎頭的角度分,有45°彎頭,有90°彎頭和180°彎頭。按材質可分為10#
20# A3 Q235A 20g 20G 16Mn ASTM A234 ASTM A105 ASTM A403等。按角度分:45°、90°、180°
這三種常用的彎頭,也可按需要制作不同的角度。
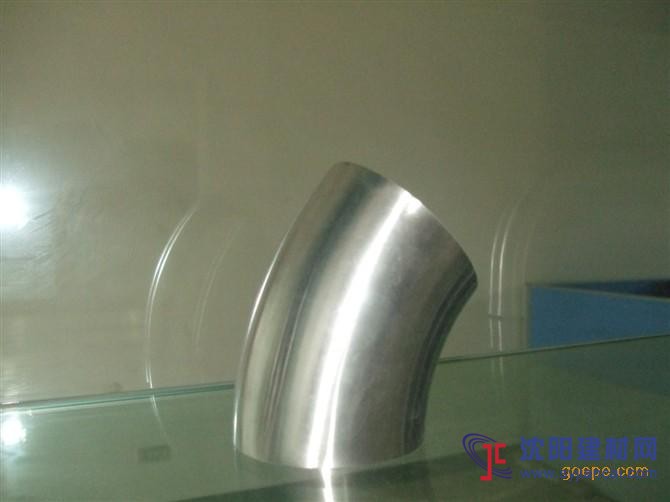
45度316不銹鋼長半徑沖壓彎頭在制作生產和加工中嚴格遵守相應的制作和生產工序,保證制作的彎頭產品在實際的使用領域中能夠展現重要的使用性能和操作貢獻,保證良好的使用性能和操作貢獻.彎頭在使用中具有質感強和外觀好的特點,在具體的使用方面中能夠展現重要的使用性能和操作貢獻.不銹鋼彎頭的生產工藝:專業鍛打,鍛造,鍛壓,自由鍛打,焊接等。加工方式:高精度數控車床車削,數控搖臂鉆鉆孔,氬弧焊等加工。常用的制造標準:國標,美標。
不銹鋼彎頭清理:1,根據工件要求和表面狀況采用堿洗,水溶性清洗劑,氯溶劑噴砂,噴丸等方法進行清理;2,一般不采用酸洗的方法進行清理。不銹鋼彎頭校正:1,工件采用靜負荷進行矯正,一般不宜局部敲擊;2,.矯正后應在低于原回火溫度下進行去應力退火;3,奧氏體不銹鋼彎頭工件,校正后在300?C以下進行去應力處理。不銹鋼彎頭質量檢驗:1,工件按相應技術文件規定的項目和要求進行檢驗;2,當工件力學性能不合格時,可重復熱處理,但重復淬火或固溶次數一般不超過二次.工件的補充回火不算作重復處理;3,淬火狀態或低溫回火后的馬氏體不銹鋼彎頭和耐磨彎頭工件,重復淬火前應進行預熱,退火或高溫回火;4,熱處理原始記錄應妥善保存備查
大型沖壓彎頭的成型工藝過程的優點主要表現在以下幾個方面:⑴不需要管坯作原料,可節約制管設備及模具費用,且可得到任意大直徑而壁厚相對較薄的推制彎頭。這種沖壓彎頭的原料比較特殊,不需要加入管坯原料,在加工時容易控制。⑵加工沖壓彎頭的坯料為平板或可展曲面,因而下料簡單,精度容易保證,組裝焊接方便,在加工時容易控制原料,操作比較簡單,沒有繁雜的工序,并且焊接和組裝比較方便。⑶由于上述二條原因,可以縮短制造周期,生產成本大大降低。因不需要任何專用設備,尤其適合于現場加工大型沖壓彎頭。
45度316不銹鋼長半徑沖壓彎頭優點:1、沖壓加工的生產效率高,且操作方便,易于實現機械化與自動化,這是因為沖壓是依靠沖模和沖壓設備來完成加工,普通壓力機的行程次數為每分鐘可達幾十次,高速壓力要每分鐘可達數百次甚至千次以上,而且每次沖壓行程就可能得到一個沖壓件。2、沖壓一般沒有切屑碎料生成,材料的消耗較少,且不需其它加熱設備,因而是一種省料,節能的加工方法,沖壓件的成本較低。3、沖壓可加工出尺寸范圍較大,形狀較復雜的零件,如小到鐘表的秒表,大到汽車縱梁,覆蓋件等,加上沖壓時材料的冷變形硬化效應,沖壓的強度和剛度均較高。4、沖壓時由于模具保證了沖壓件的尺寸與形狀精度,且一般不破壞沖壓件的表面質量,而模具的壽命一般較長,所以沖壓的質量穩定,互換性好,具有“一模一樣”的特征。使用范圍:由于沖壓彎頭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力、航天、造船等基礎工程。
沖壓焊接彎頭,它是采用與管材相同材質的板材用沖壓模具沖壓成半塊環形彎頭,然后將兩塊半環彎頭進行組對焊接成形。由于各類管道的焊接標準不同,通常是按組對點固的半成品出廠,現場施工根據管道焊縫等級進行焊接,因此,也稱為兩半焊接彎頭。沖壓彎頭是一種良好的彎頭,一般沖壓彎頭中含碳量較高則硬度越大,強度也越高,但塑性較低。主要指力學性能取決于鋼中的碳含量,而一般不添加大量的合金元素的鋼,有時也稱為普碳鋼或碳素鋼。沖壓彎頭根據長期生產制做,在多次失敗中總結出,比較合理的科學的新經驗,加入一定量的稀土元素改善鋼的合金質量。
|









